
前言
立体卷铁心近两年迅速进入市场, 目前已有不少厂家具备此项目生产能力; 并且近两年也增加了若干家专业加工立体卷铁心的厂家。 立体卷铁心与传统叠片式铁心及平面卷铁心之间的优劣在很多文献中已有针对性的阐述,这里不做介绍,本文中笔者仅对其工厂加工时如何下料谈一点见解。
立体卷铁心目前的加工方法
目前立体卷铁心的加工方法常用的有两种:一种是圆形截面、另一种是多边形截面。圆形截面是通过双刀开料机进行开料,开出两边为曲线形的条带,经过铁心卷绕机卷绕后得到的铁心柱截面为圆形。此方法加工的铁心截面填充系数高, 但材料利用率低。多边形截面是通过单刀开料机进行开料,开出若干段梯形条料, 经过铁心卷绕机卷绕后三框拼合得到的铁心心柱截面为接近圆形的多边形。 此方法填充系数在 0.95 左右,材料利用率理论上可达 100% 。第二种方法更为广大做铁心的厂家所接受。
多边形截面立体卷铁心结构简单介绍
多边形截面立体卷铁心结构为三个经过卷绕后的铁心框拼合得到一个整体铁心。 每个单框截面近似一个半圆形。 如图 1 和图 2 所示:
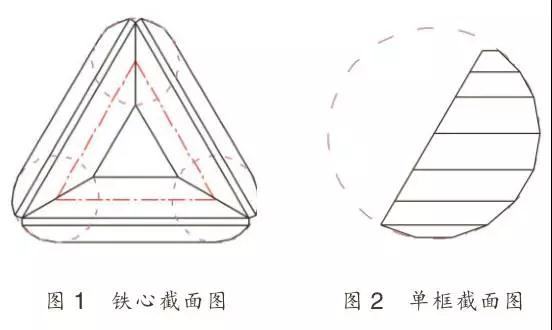
每个铁心框是有若干级梯条带依次首尾相接连续卷绕而成,每台变压器铁心设计不同,开料时参数各异。每级条带开料时需要确定三个尺寸数据:小头宽度、大头宽度和条带长度。开料所需的这三个尺寸与 D 、 M 0 和 H w 密切相关。
工厂现有开料所存在的问题
先看一个实例: 铁心型号 S13-MR · L-200/10D=160 、 M 0 =295 、 H w =300 。
用传统方法计算结果如表 1 所示。

由表 1 看出,每一级的具体尺寸都带有小数。通常开卷铁心梯形条料时先开出矩形长条料, 再经过专用设备(折线开料机)把矩形长条料一分为二,开出所需要的梯形料带。 以做平面叠铁心的常规做法是宽度个位数保持为 0 或 5 , 因为这样的规格一是方便加工;二是减小库存量,因为一次开出的条料不见得当次能用尽。 但对于立体铁心的加工往往需要开出各种宽度来满足实际需求。 宽度个位数不局限于 0 或 5 。 而是任意值,甚至是小数。 再者同一台铁心不同的分级所需要料带的长度也是不同的, 这给下料数量精确控制带来一定的麻烦。 往往会有些级会有所剩余。这样,长此以往势必会留下各种宽度矩形料带做为库存。
工厂实用加工开料计算方法
为避免已经开出的矩形料带库存的增加, 笔者提出一种实用的开料方法。 即控制矩形料带的开料宽度,仍将所开矩形料带宽度个位数保证为 0 或 5 。

具体方法:调整每级的角度值,原来是按图 3 所示分一个铁心柱的各级,得到其相应的宽度和厚度,再计算出每级所需要的长度。 现将确定的角度值变为可调,即向上和向下给个角度范围进行宽度调整。因为其宽度在不同的角度时是变化的。
按图 4 所示, 保证线段 AM 角度与竖向轴线OY 呈 30° 夹角不变。依次调整点 C 、 D 、 E 、 F 、 G 、 H 、 K 、L 在圆周上所处的位置。注意的是点 C 与点 B 对称,不需要调整点 B ,调整点 C 的同时点 B 的位置同样发生变化。 另外点 A 也保证其与点 D 对称,还需要保证 A 点必须在外接圆内, 并且点 A 所在的线段AM 保证竖向轴线 OY 夹角为 30° 。
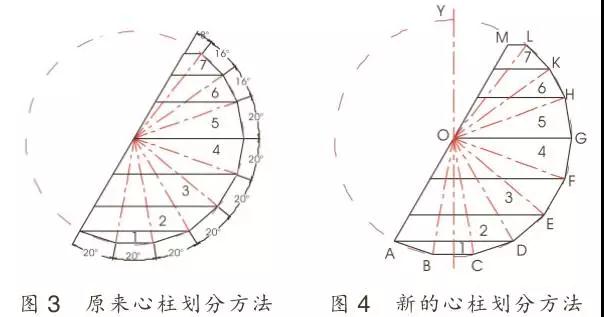
按此方法调整得出所需要的宽度, 每级的厚度在宽度确定的同时也得以确定。 再根据具体产品的D 、 M 0 和 H w 得出每一分级的长度。 值得说明的一点是:第四级尾端按原来的方法宽度尺寸等于半径,而此时不一定等于半径,另外第四级尾端与点 G 相应在 AM 线段上的点(估且定为点 G′ ,图上没标出)也不一定是在圆心位置,计算窗宽的时候有必要注意。
再来看一个实例:铁心型号 S13-MR · L-100/10D=131 、 M 0 =250 、 H w =256 。
传统模式如表 3 所示。

5 ( 0 )模式如表 4 所示。

结论
以此方法开料, 即使是所开出的直料不能一次性使用完毕。 由于规格同样保证其宽度个位数为 0或 5 ,提高了利用机会,大大减少了库存量。